Systematic welding technology
Joining high-performance engineering plastics
Joining high-performance engineering plastics is a task subject to a variety of parameters such as temperature, joining time and pressure. AGRU's plastics engineers know them all. Our state-of-the-art welding machines for plastic pipe welding, including IR welding, beadless welding, butt welding and e-socket welding, not only take into account the individual material properties of the various plastics. They also combine a number of welding technology methods and ensure error-free and ergonomic operation for the welding personnel.
Infrared welding
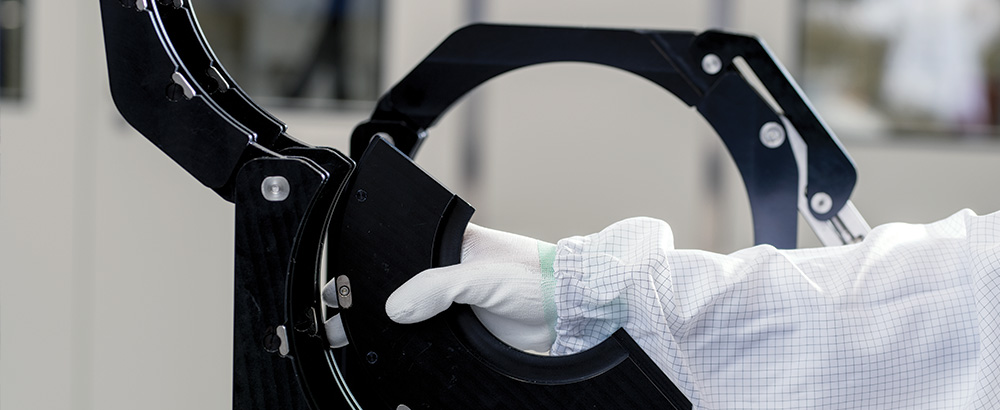
Infrared welding (contactless heating element butt welding)
In infrared welding and non-contact hot plate butt welding, the pipe components are heated without contact and with a constant distance between the heating element and the pipe component. After heating up the pipe components and removing the heating element, they are welded under constant joining pressure. AGRU Welding Systems supplies the SP 110-S V3, SP 250-S V3 and SP 315-S V3 infrared welding machines in the cleanroom-compatible SP series. The SP 63 mobile is available for IR welding along pipeline routes.

Butt welding
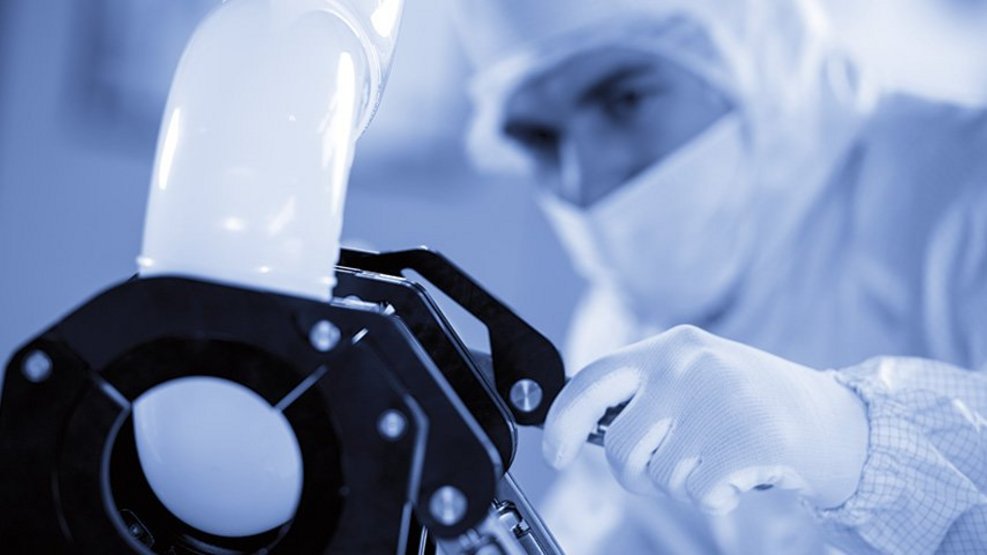
Legacy heating element butt welding
In heating element butt welding, the bonding surfaces of the parts to be welded are aligned under pressure on the heating element (alignment), then heated to welding temperature under reduced pressure (heating) and joined under pressure (joining) after removing the heating element (repositioning). AGRU Welding Systems offers a computer-controlled welding machine in the form of the ST CNC 2.0.
Beadless welding
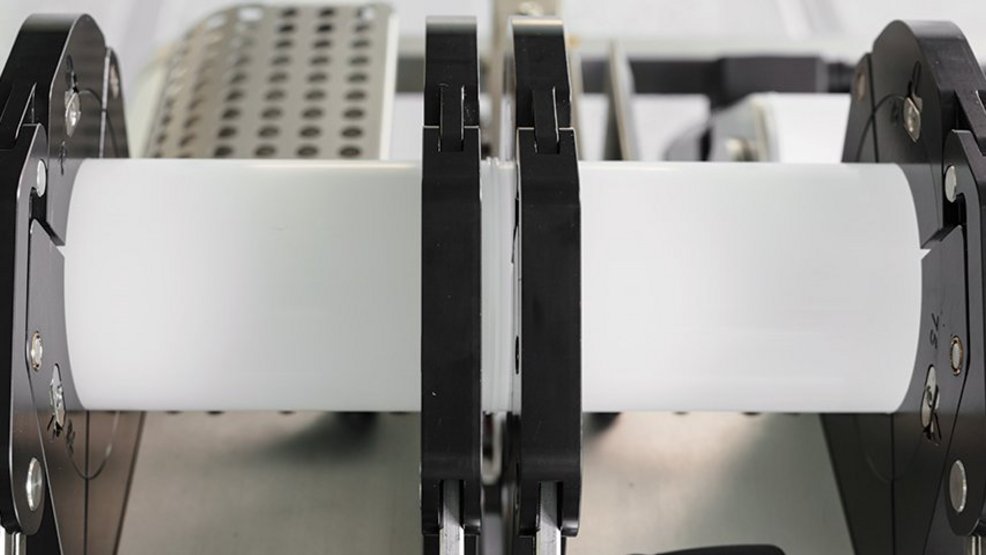
Absolutely smooth pipe inner surfaces
Beadless welding involves heating up the pipe components to be welded from outside. A balloon is inflated on the inside of the pipe to generate counter-pressure, The pipe components are welded under constant joining pressure creating a beadless weld both inside and outside. AGRU Welding Systems offers the SP 110-B welding machine for this task.


E-socket welding (EF)
Welding with e-socket fittings
In this process, the surfaces to be bonded (pipe surface and inside of fitting) overlap. They are heated up to welding temperature with electric power using resistance wires (heating wires) positioned in the fitting, thereby welding them. For PVDF, AGRU offers the option of inserting a balloon inside so that the gap between the pipes is welded. AGRU Welding Systems additionally offers various universal welding machines for e-socket fittings in PE 100-RC, PP and PVDF.



